I know. I know. She looks even worse, but she is not. Indeed, with Joe fabricating and installing bilge stringer and bottom and transom framing, and Rick inserting and average of five hardwood toothpicks in each screw hole after sinking them in Gorilla Waterproof glue, her bottom and transom, and her ability to both support and withstand the torque of her flathead six Gray Marine Ace grows exponentially every day.
Let’s see ….. seven boxes of 250 toothpicks each equals 1,750 toothpicks. At an average of 5 in each hole tells us that Rick toothpicked about 350 holes. On, and it used up a full pint of Gorilla Glue!
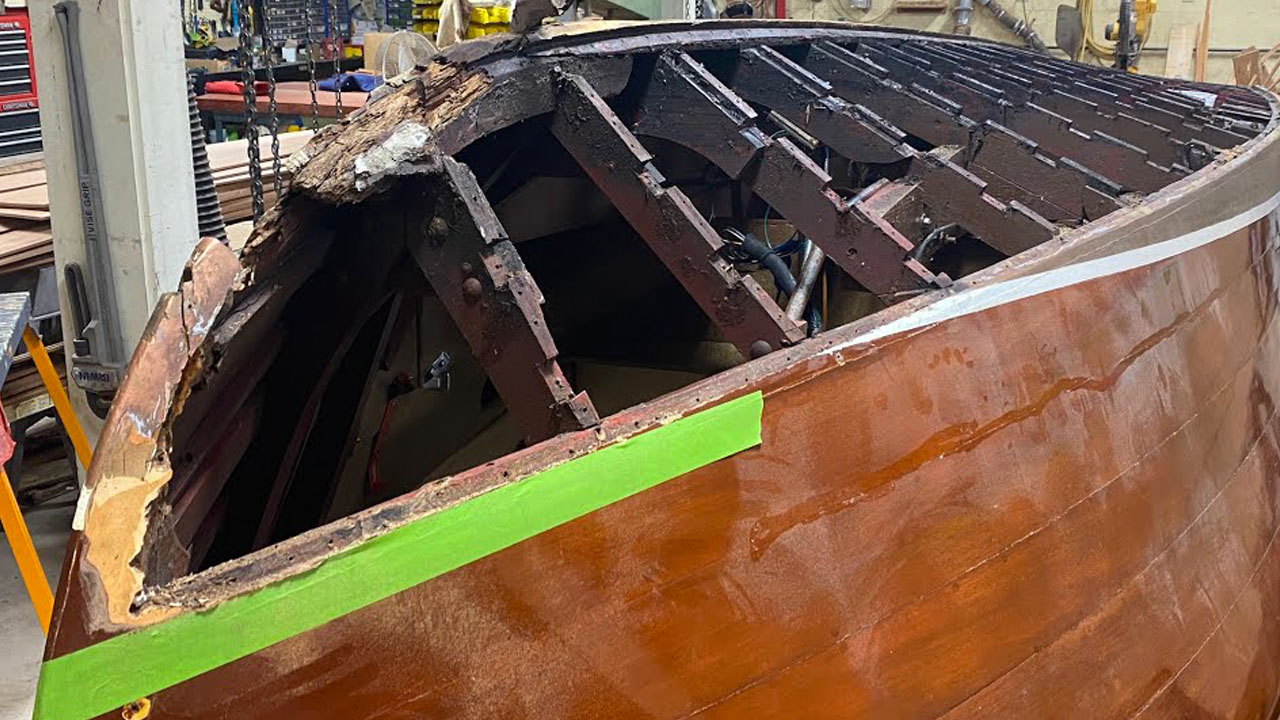
It is time to apply the inner skin and outer planks on our 1948 18-Ft Century Seamaid Songbird’s new True 5200 bottom.
Since the last update, every:
Frame was disassembled, heavily sealed with four coats of Smith’s, followed by three coats of OEM Century bilge paint.
Using 4mm Aquatek Meranti Marine plywood, all of the inner skin panels have been fabricated, fit, sealed with CPES and received three coats of OEM Century bilge paint.
The battens and bottom planks were milled to proper thickness, fabricated, fit and similarly painted, and the battens have been installed. Only final shimming of two batten landings remains, a task Joe and Rick are executing as I type.
All joints were bedded in 3M 5200.
All joints were secured with either 3/8” x 3” silicon bronze carriage bolts or #10 silicon bronze wood screws in varying lengths.
The ply will be in place by today’s close. The planks will be in place, sealed again with multiple coats of CPES and have received five coats of Interlux 2000E Two-Part Barrier Coat Primer by Christmas.
Merry Christmas, Happy Holidays and Happy New Year to one and all!
Our 1948 18-foot Century Seamaid is well on her way to having a virtually all-new bottom from the waterline down.
All be three new frames, the stem and the gripe, as well as the chine frames and bottom bow have been fabricated and rough-installed. (We use FAS grade white oak for the structural members.)
Once Joe finishes final fabrication of the stem, we will remove, seal and bilge paint all structural members.
Once sealed and painted, we will install her new bottom frame bedded in 5200 and secured with silicon bronze wood screws and carriage bolts. We will use longitudinal strings to ensure an absolutely true and fair frame.
We are replacing the Seamaids’ single plank-on-batten bottom with a True 5200, which is double plank. To ensure the new bottom’s final thickness matches the single-plank bottom, we use 4mm Aquatek Marine Plywood for the inner skin, followed by FAS grade Meranti planking planed so that it lands fair with the keel and just shy of share with the chine planks.
The inner skin is bedded to the battens and frames using mahogany 5200 and silicon bronze fasteners. The outer skin will be bedded in a 1/8-inch-thick layer of white 5200, save for mahogany 5200 forward where the bottom planks sweep above the waterline.
We will be updating you again sometime next week, when we should have the frame members and inner skin installed.
Songbird is on her way back. Rick has roughed in what will become a solid white oak bottom bow.
Degreasing the keel is ongoing, and the process confirms that its oil/grease is on the surface only.
Joe has begun replacing all of the frames from the firewall to the transom on both port and starboard. Preserving these vessels requires endless skill, but also the ingenuity that Joe exhibited in reaching for and tapping frame members using a small ballpeen hammer. If/when a series of taps returned a spurt of oil to the surface, the frame in question has failed beyond reason and will be replaced.
The starboard chine frame must have “enjoyed” several destructive visits by our resident genius. Using twenty-four inches of quarter-inch Luan plywood and sheetrock screws does not a sister make. (This is even worse when those screws are being “driven” into wood that is rotted to powder through and through!)
Each of the boat outfits had their issues – think of Chris-Craft’s use of a “rule of thumb” instead of a ruler to lay-up its hulls, with the resulting horror that the two covering boards on the same boat can differ by an inch or more in length. However. Century’s strategy of using quarter-inch-thick strips of mahogany for laminating a bottom bow strip-by-strip with the strips being installed and glued-up piece by piece is perhaps the worst methodology we have encountered to date.
Each of the boat outfits had their issues – think of Chris-Craft’s use of a “rule of thumb” instead of a ruler to lay-up its hulls, with the resulting horror that the two covering boards on the same boat can differ by an inch or more in length.
Songbird will have come a long way towards being strong and true by week’s end.
The mystery gets curiouser and curiouser! Why in God’s name would anyone choose to slather up to an inch-and-a-half thick layer of Bondo over what presents as perfectly sound planking and equally sound stem?
I sanded and sanded yesterday, and the progress I made working in from the perimeter is apparent in yesterday’s clip.
However, if you review it, look for the part where I discover that it the Bondo appears to be floating above, not adhering to the wood beneath it.
Early this morning, Rick went back at it using 80 grit and an inline sander. He was making good progress, but then he noticed an open crack in the Bondo’s surface, so he reached for a wood chisel.
Inserting it in the crack and then prying produced the chunk you see in my hand early in this clip, as well as a growing pile on the ground as chunks (platelets?) of Bondo fell away as he continued inserting and driving the chisel into the interface between wood and Bondo.
And now? Songbird’s bow is bereft of Bondo. Yes, there is an old gouge on port aft of the bow, but at 1.5” x 2.2” at its largest area, and barely 3/16” deep at its deepest, we can repair the gouge with a Dutchman.
Back to stripping hideous stain varnish off the topsides ….
We’ve continued focusing on Songbird’s bottom planking, all of which is no released and none of which can be reused, examining and evaluating her framing, and beginning the task of stripping truly terrible stain varnish and even more odious auto Bondo of her topsides. Rather than try to summarize 17 minutes of video, I will allow it and my narration convey the content.
After receiving ten coats of Pettit Flagship Varnish and then being sanded absolutely flat using 500 grit, Winnie will go to Joanie Alden’s lettering shop, Vital Signs and Silk Painting, in Colchester, VT for her transom and registration lettering.
All is good with Winnie, so much so that she might even be home for Thanksgiving.
Would that we can be equally excited for Songbird, who we flipped yesterday and began releasing bottom planks today.
Before us is a truly sad, sad antique runabout, one that is incredibly rare and truly iconic. I apologize for my rude language, but, as the clip chronicles, she has been raped in every way a wooden hull can be assaulted.
Folks! Automotive products have their place and can produce magical results …. On cars and trucks, NOT, NOT, NOT on boats of any sort, wooden, fiberglass, steel, aluminum or even Titanium.
And the worst of the worst other than cheap, Chinese engine parts – automotive fuel pumps, solenoids, oil filters and on and on – is BONDO!
Sure, some hack going the cheap route might get away with a little “repairing rot” using automotive Bondo for a little while.
However, automotive Bondo absorbs and retains moisture. Use it in place of a marine filler or fairing compound like 3M Marine Premium Filler, and all you are “achieving” is sounding the death knell of your wooden boat.
OK, what do I know? I’m not sure, but I have eyes. You have eyes. Pay attention to the destruction that using cantaloupe-sized gobs of Bondo has visited on this poor hull.
The Bondo plus gallons and gallons of leaking oil has created a perfect storm for destroying virtually every piece of structural wood from the waterline down to and including the keel.
The Bondo’s most aggressive destruction has occurred in the stem, gripe and keel where some complete buffoon thought she/he could glob in huge gobs of Bondo in place of wood.
Pay attention! In an earlier clip, I wondered at the line of about 7/16”-diameter circles along the stem that secured the screws driven through the cutwater. Hello?
After shooting the video, where we again wondered about these plugs again, Joe and I went at one of them with an awl. You got it …. Bondo! In fact, vast areas of the stem and what is left of the forward ends of the topside planks – particularly on starboard – are nothing but Bondo that is surrounded by rotting wood.
Can we save her? Yes. Just think of what we call our skeleton project, the 1950 18’ RIV that arrived in pieces, but now is sporting an almost-finished True 5200 bottom.
Yes, we can save her, but, other than the bilge stringers, virtually all the framing and planking below the waterline must be replaced. It looks to us now that the stem, gripe and keel must be replaced along with the transom framing at and below the waterline.
However, working on the stem requires that all of the topside planks’ forward extremities, at least back to the third or fourth hullside frame must be released. Releasing them means stripping varnish to bare wood.
But we also face the reality that most of the hullside frames’ lower extremities are rotted and floating, which is in part the result of some fool “sistering” the knees with random chunks of hard and soft wood, all of which is now oil-sodden and no longer attached to anything.
My final lament. Folks!!!!!! DO NOT EVER, EVER, EVER, EVER use anything but silicon bronze, Forstner, flathead screws in a wooden hull! This bottom was “fastened” with a random mixture of sheet rock, stainless, common steel, and, yes, a few original brass screws here and there.Thank God Don Danenberg just published what I consider to be the seminal article on repairing below-waterline framing in the November/December issue of Classic Boating, which I have scanned and printed, and insisted that I, Joe and Rick digest completely. Several copies are in the shop, and I’ll like be reaching out to Don as we try to save Songbird.
Our 1950 18’ Chris-Craft Riviera’s new True 5200 bottom has passed a major milestone with the preliminary fitting and installation of its inner plywood skin.
We use Aquatek Meranti marine plywood, 7/16” thick for the inner skin.
Once we have dry fitted the skin’s components, they receive 4 – 5 coats of Smith’s Clear Penetrating Epoxy Sealer followed by three coats of Sandusky Paint Company’s Chris-Craft Mahogany Bilge Paint.
Each frame is then buttered with an 1/8” thick layer of 3M5200, and the skin’s components are laid in place and secured with a combination of #6×1-1/4 silicon bronze flathead wood screws and 1” copper ring-shank nails.
We then allow for 7-8 days of cure time before we complete sanding the edges in place.
As is so often the case with antique and classic wooden boat preservation, vessels tend to keep secrets. Our 1956 19′ Chris-Craft Capri Runabout gave no hint of what previous butchers had done to her and the horrific water trap they created in the process.
She let us in on this secret yesterday as Joe was finishing sanding her topsides fair. “We are almost to bleaching! I have only the last four or so feet to do on each side and I will be at the bow.” Right. Then his inline sanded started throwing up chunks, and suddenly, he had broken through a plank just aft of the bullnose bow.
Careful probing told the story. Our Capri’s bullnose is severely rotted along its starboard margin, as are the forward ends of the top three planks. One plank on port is rotted through as well. All of it is because the butchers were too lazy to address foredeck framing issues properly, by releasing planks rather than reaching for a circular saw and simply making an athwart cut through them all the way across the deck.
A sloppy athwart seam butt joint “repair” failed, of course. The seam opened at some point, allowing water to infiltrate and keep the planks and bow wet. Talk about a perfect storm for rot! As I explain in the clip, Joe will address the bullnose rot using a Dutchman repair. Then the offending planks will be replaced, which is both best for the boat and likely also best for her owner as it’s a least-cost path relative to trying to scab new planking onto the ends of the existing and rotted planks.
Now that I have released the damaged planks, I am tooth-picking, filling each and every screw hole in the frames and battens with three white ash toothpicks and Gorilla Glue. It is a tedious, gooey task, but is the only right way to go. (Toothpick source: https://cibowares.com/products/plain-round-toothpicks)
Replacing the #8 with #10 screws is absolutely the wrong way to go. The holding power of that aged wood is compromised, and, since the #10’s have larger heads than the #8’s, larger countersinks must be driven, which, in turn requires inserting larger bungs, if you can find them. Go the lazy way and you “earn” weak fastening and wood bungs that are noticeably larger than all the others on your boat. UGHHHHH!
Here is what is involved when we do bottom work to repair or replace a traditional bottom. No, I am not asserting that our way is the only or the best way. What follows below is what currently works for us today. However, preserving wood vessels is an evolving journey along which best practices and best materials evolve continually. Remember that there was a day when paying 5200 into bottom plank seams was dogma! But flexible marine epoxy products were not even a glimmer on the researcher’s bench then.
No well-informed restorer would ever, ever, ever pay 3M5200 into bottom planking seams today.
Piston-driven pneumatic or battery-powered caulking gun
Flexible putty knife
Vice grips for changing mixing tube
Sand bottom and chines –
Sixty grit followed by 80 grit paper.
Using either an inline or random orbit sander is fine, since you need not worry about cross-grain scratches beneath paint. If you use the random orbit sander, do take special care to keep it moving constantly, less you create a moonscape that you truly do not want.
Seal – Apply FOUR full coats on Smith’s Clear Penetrating Epoxy Sealer – CPES. Apply the first two coats immediately one after the other. (Use the inexpensive alternatives on the market at your peril.)