Yes! Our 1950 22-foot Shepherd’s True 5200 Bottom has been fully fabricated, installed, filled-and-faired, and sealed with four full coats of Smith’s Clear Penetrating Epoxy Sealer.
Priming the new bottom with five coats of Interlux Interprotect Epoxy Barrier Coat Primer. We will begin with gray and finish with gray, with coats two through four alternating between white and gray, which helps us see any coverage holidays.
Once primed, her bottom will receive three to four coats of Pettit Hard Racing Copper Bronze bottom paint.
From there we will move above the waterline, finish fairing the hullsides and transom before they are bleached, and stained using Mike Mayer’s incredible Jel Stain. See www.loboat.com.
Varnishing follows, the first step of which involves applying a heavily thinned primer coat of Pettit Hi-Build varnish, per Mike Mayer’s detailed guidance.
We bid 2022 farewell and wish one and all our best wishes for a safe, healthy and prosperous 2023!
While waiting for the Meranti mahogany planking that we will mill into bottom planks so we can finish her True 5200 Bottom, we turned our attention to her hullsides and transom.
Stripping them to bare wood revealed the eternal truth about old wooden boats: You can never know all the secrets she is hiding behind her skirts until you get there.
As you see in the clip, this time she revealed quite a few rotted, split and unsavable planks, and two splash rails with so much rot in their interior faces that many of them must be replaced.
We have been hard at doing so, along with executing a sea of Dutchman repairs – gouges, tears, and splits from what must have been unfortunate encounters with unfriendly docks.
Once we have the bottom and hullside planking installed and faired, she will receive a Don-Danenberg-inspired presoaking.
Fairing and sealing the bottom with four coats of Smith’s CPES will be next, followed by applying five coats of Interlux Interprotect 2000E Barrier Coat Primer.
The hullsides and transom will be bleached, stained with Lowboat.com Jel stain and sealed with CPES before varnishing begins.
For a comprehensive roster of the materials we use and their sources, please click here.
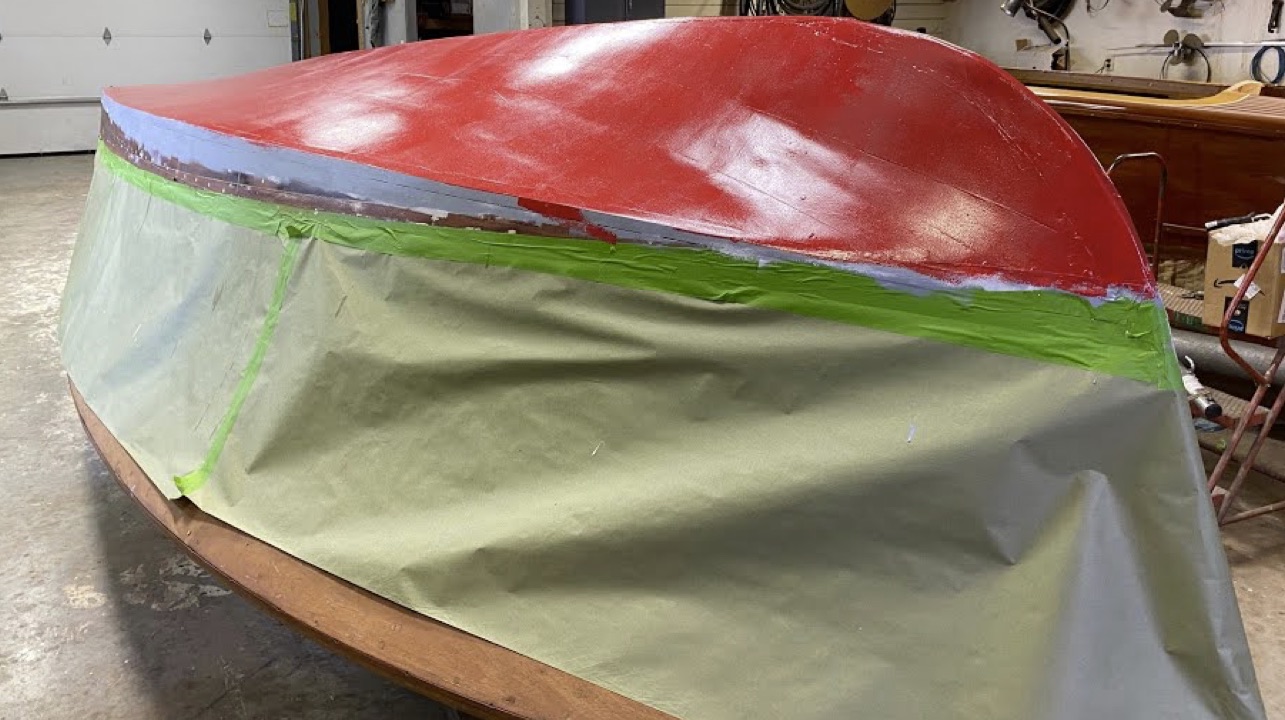
Finally, this 1947 Higgins Speedster has a solid, sound, and rock-solid True 5200 Bottom that has been primed with five full coats of Interlux Interprotect 2000E Epoxy Barrier Coat Primer!
We will give the 2000E primer 72 hours or so cure time before we begin applying the brilliantly glossy Rochelle Red Interlux Two-part Polyurethane that will define her entire hull.
Our roster of materials we use and their sources can be found here.
The painting will also mark passing a major milestone in that all structural work will be disappearing into our wake. We will check back in then.
Our 1947 17’ Higgins Speedster finally has proper bottom framing with a doubling of the number of frames, atop of which we have installed her two-layer True 5200 Bottom.
Where we could deflect the bottom with a fist thump before, as is clear in the clip, it is rock solid now. Our last structural detail involves fitting and installing the about-half-inch-wide keel strip.
Filling and fairing the countersinks using 3M Marine Premium Filler is next and will be followed by thorough sealing with Smith’s CPES.
Applying FIVE – not fewer – coats of Interlux 2000E Barrier Coat is the final step ahead of applying three coats of brilliant red bottom paint, a color that is carrier out throughout the hull and upholstery, per the thumbnail photos that fronts this clip.
Our 1948 20’ Truscott Barrelback Runabout “graduated” from Danenberg pre-soaking with flying colors. We, well, Joe, trimmed the 5200 squeeze-out from the seams as we waited for the planking to exude excess moisture until it reached 15-17 percent when metered.
After applying four full coats of CPES, with the second one applied immediately after the first, and allowing it to cure fo0r 48 hours, we began priming her bottom using Interlux InterProtect 2000E Barrier Coat primer.
Then, beginning last Friday with gray, I applied five thin coats, alternating between gray and white, and thereby finishing with a fifth gray coats yesterday afternoon. Alternating colors helps identify holidays, and finishing with gray, which covers more easily, delivers a uniformly gray surface.
Following a quick scuffing with medium Scott pads and wiping down with a microfiber cloth dampened in acetone, it was time to begin applying Pettit VIVID Antifouling Bottom Paint this morning. You are viewing her after I applied the first coat this morning. The minimum recoating interval at 90 degrees F is four hours, and it is eight hours at 70 degrees F according to Pettit’s product information included on this page. It is 80 degrees F in here today, so I will apply a second coat later today.
Please visit our Materials & Sources page for a roster of and sources for most of the materials we use.
Our 1948 19.5-foot Truscott barrelback deluxe runabout survived Don Danenberg’s “Pre-Soaking” step in the process of installing what her terms a True 5200 Bottom.
We thoroughly wetted down her hull and left it soaking beneath a layer of .15 mil plastic sheeting, and then did our utmost to wiped out all of the air bubbles, per Don’s guidance.
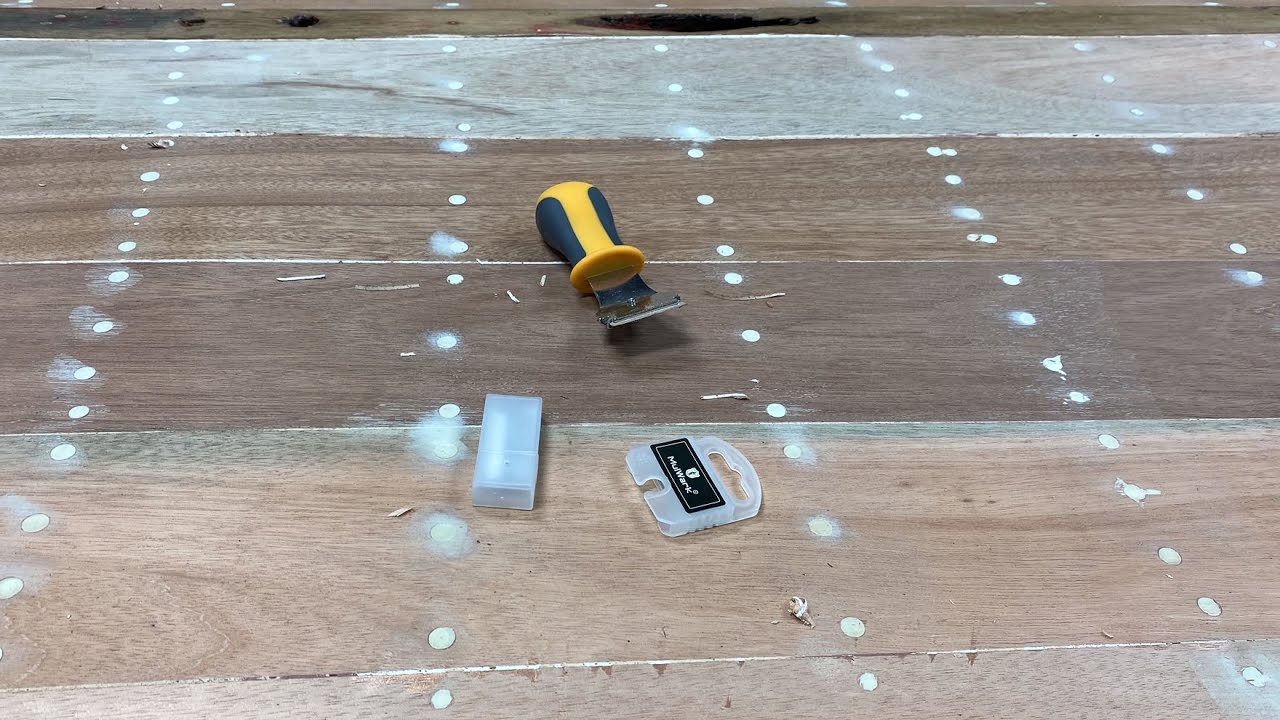
We then repeated this step yesterday. This video presents the results after having removed the plastic film this morning, July 18. As Don predicts, there is now 3M5200 squeeze out standing proud of virtually all of the bottom plank seams.
Next, as Joe illustrates here, we are using a multi-purpose razor blade scraper with its angled handle to slice the 5200 fair with the bottom planks.
The result? The bottom is tight, tight, tight! The topsides, which we kept wet under the plastic film as well, have also swelled and closed the intra-plank seams noticeably.
After the moisture content gets down to 15%-18%, we will make one final pass with our longboard sanders, and apply multiple coats of CPES, with the first two applied one immediately after the other and allow it to cure for 24 hours before we apply the final two coats.
Five coats on Interlux InterProtect 2000E Barrier Coat Epoxy Primer, with a goal of reaching a 10 mil film thickness. Finally, she will receive three coats of Rochelle Red Interlux Perfection 2-Part Polyurethane paint. Yes, this is a topside paint. However, since she will be dry sailed and therefore remain dry when she’s not in the water, this topside paint, which Jamestown carries and is available in many colors, will serve the purpose nicely.
All that said, given what we see as very positive results, Danenberg-Pre-Soaking will henceforth be a regular component of Sanke Mountain Boatworks’ True 5200 bottoms.
Here for those of you who did not click on the “SHOW MORE” link in the last two videos on the subject, is the excerpt included therein:
Don has just published yet another incredible how-to article, Using Common Sense Is Allowed, pp. 44-55, Classic Boating, July/August 2022, which is a must-read for anyone serious about wooden boat preservation. (To the fellow who savaged me, claiming “Don Danenberg is my friend, and I know he would never wet a hull down and cover it with plastic sheeting,” please pay attention …) “…The outside bottom of the hull can now be … be hosed down with fresh water. “The next procedure I call pre-soaking. After the bottom planks are thoroughly wetted out, I cover the entire bottom with a very thin plastic sheet (.35 mil) and rub out all of the air bubbles as if the plastic were Saran Wrap. The thinner the plastic, the better this works. Cheap painters’ drop cloths work well. For the next two days peel up edges of the plastic to wet it and again rub out the air bubbles. This procedure changes the moisture content of the wood and causes it to swell, forcing out all excess rubber and, hopefully any trapped air. “The equilibrium moisture content for the wood in your boat is dictated by the average relative humidity and temperature of the environment your boat lives in. For example, in most of the United States with lakes, it is in the 18% range, while in Arizona, it is 11%. “Kiln dried mahogany from my suppliers is in the 6-10% range. Changes in overall moisture content of the wood can be retarded by protective coatings, not prevented. I know if this boat is to be kept in Michigan, this wood will eventually learn to exist at roughly 18% moisture content. Personally, I feel it wise to set it to this level before sealing it. (Claudon note: I received precisely the same advice from Don about the rest of the hull’s exterior planking.) … “When properly sealed against seasonal variations in relative humidity, this type of construction exhibits little or no expansion or contra traction great enough to crack the enamel paint at the plank seams. In order for this to work, of course, the bottom must be well sealed from excessive moisture absorption from extensive periods in the water. “After two days of wetting the bottom, allow it to set for two more days until the moisture is noticeably absorbed and the surface appear dry. Remove the plastic and allow the surface to become completely dry. Now you must quickly cut off all the excess rubber, fill in all the screw holes, grind and fair the bottom, and get it sealed before it dries too much.” (pp 51, 55)
The extensive write-up accompanying our July 8, 2022, update on my pair of 1948 Truscotts introduced you to Don Danenberg’s “Pre-Soaking” step in the process of installing what her terms a True 5200 Bottom.
So … here she is, thoroughly wetted down and soaking beneath a layer of .15 mil plastic sheeting. Don stipulates that all bubbles be wiped out, a task we discovered is easier to speak about than execute.
We will now leave our lab rat for 2-3 days. If there is significant squeeze out, as Don predicts, we will shave strips off the seams until they are fair. If we have yet to see significant squeeze out, she will be soaked anew and again swaddled in plastic film.
Our one departure here is that Rick had already filled and faired the countersinks using 3M Premium Marine Filler. Don advises holding off doing so until we are on the other side of pre-soaking, something we will surely do when my other Truscott, the 18.5-foot utility, gets pre-soaked. Here is the link to that video.
That write-up includes the following excerpts from Don’s latest Classic Boating magazine article” It was all provisionally sanded fair. Rick is now almost finished filling countersinks and declivities 3M Premium Marine Filler. He will then sand the bottom, chines, hullsides and transoms fair a final time. However, we will then use her as a Don-Danenberg-inspired lab rat. Don has just published yet another incredible how-to article, Using Common Sense Is Allowed, pp. 44-55, Classic Boating, July/August 2022, which is a must-read for anyone serious about wooden boat preservation. (To the fellow who savaged me, claiming “Don Danenberg is my friend, and I know he would never wet a hull down and cover it with plastic sheeting,” please pay attention …) “…The outside bottom of the hull can now be … be hosed down with fresh water. “The next procedure I call pre-soaking. After the bottom planks are thoroughly wetted out, I cover the entire bottom with a very thin plastic sheet (.35 mil) and rub out all of the air bubbles as if the plastic were Saran Wrap. The thinner the plastic, the better this works. Cheap painters’ drop cloths work well. For the next two days peel up edges of the plastic to wet it and again rub out the air bubbles. This procedure changes the moisture content of the wood and causes it to swell, forcing out all excess rubber and, hopefully any trapped air. “The equilibrium moisture content for the wood in your boat is dictated by the average relative humidity and temperature of the environment your boat lives in. For example, in most of the United States with lakes, it is in the 18% range, while in Arizona, it is 11%. “Kiln dried mahogany from my suppliers is in the 6-10% range. Changes in overall moisture content of the wood can be retarded by protective coatings, not prevented. I know if this boat is to be kept in Michigan, this wood will eventually learn to exist at roughly 18% moisture content. Personally, I feel it wise to set it to this level before sealing it. (Claudon note: I received precisely the same advice from Don about the rest of the hull’s exterior planking.) … “When properly sealed against seasonal variations in relative humidity, this type of construction exhibits little or no expansion or contra traction great enough to crack the enamel paint at the plank seams. In order for this to work, of course, the bottom must be well sealed from excessive moisture absorption from extensive periods in the water. “After two days of wetting the bottom, allow it to set for two more days until the moisture is noticeably absorbed and the surface appear dry. Remove the plastic and allow the surface to become completely dry. Now you must quickly cut off all the excess rubber, fill in all the screw holes, grind and fair the bottom, and get it sealed before it dries too much.” (pp 51, 55)
Our 1948 Truscott Barrelback Runabout has almost blasted through her True 5200 Bottom milestone! Her cousin, our 1948 Truscott utility’s stripping milestone is behind her.
I am now comfortable with having consigned both Truscotts to be fully preserved and resting on their identical Loadmaster custom trailers sitting on the green at the 2022 ACBS International Show in Burlington, VT, September 9 and 10. We hope to see you there!
After replacing a couple of the runabout’s rotted bottom frames and installing a new inner skin comprised of 4 mm Meranti mahogany marine plywood six-inch-wide planks laid at an approximately 45 degree angle with respect to the chines and keel, all of which was bedded in 3M5200, we fabricated and installed outer planking using three-eighths FAS-grade Meranti mahogany plywood, also bedded in 3M5200.
It was all provisionally sanded fair. Rick is now almost finished filling countersinks and declivities 3M Premium Marine Filler. He will then sand the bottom, chines, hullsides and transoms fair a final time. However, we will then use her as a Don-Danenberg-inspired lab rat.
Don has just published yet another incredible how-to article, Using Common Sense Is Allowed, pp. 44-55, Classic Boating, July/August 2022, which is a must-read for anyone serious about wooden boat preservation. (To the fellow who savaged me, claiming “Don Danenberg is my friend, and I know he would never wet a hull down and cover it with plastic sheeting,” please pay attention …) “…The outside bottom of the hull can now be … be hosed down with fresh water.
“The next procedure I call pre-soaking. After the bottom planks are thoroughly wetted out, I cover the entire bottom with a very thin plastic sheet (.35 mil) and rub out all of the air bubbles as if the plastic were Saran Wrap. The thinner the plastic, the better this works. Cheap painters’ drop cloths work well. For the next two days peel up edges of the plastic to wet it and again rub out the air bubbles. This procedure changes the moisture content of the wood and causes it to swell, forcing out all excess rubber and, hopefully any trapped air.
“The equilibrium moisture content for the wood in your boat is dictated by the average relative humidity and temperature of the environment your boat lives in. For example, in most of the United States with lakes, it is in the 18% range, while in Arizona, it is 11%.
“Kiln dried mahogany from my suppliers is in the 6-10% range. Changes in overall moisture content of the wood can be retarded by protective coatings, not prevented. I know if this boat is to be kept in Michigan, this wood will eventually learn to exist at roughly 18% moisture content. Personally, I feel it wise to set it to this level before sealing it. (Claudon note: I received precisely the same advice from Don about the rest of the hull’s exterior planking.)
…
“When properly sealed against seasonal variations in relative humidity, this type of construction exhibits little or no expansion or contra traction great enough to crack the enamel paint at the plank seams. In order for this to work, of course, the bottom must be well sealed from excessive moisture absorption from extensive periods in the water.
“After two days of wetting the bottom, allow it to set for two more days until the moisture is noticeably absorbed and the surface appear dry. Remove the plastic and allow the surface to become completely dry. Now you must quickly cut off all the excess rubber, fill in all the screw holes, grind and fair the bottom, and get it sealed before it dries too much.” (pp 51, 55)
Unfortunately, we received Classic Boating and read Don’s piece after we began fairing the countersinks in our runabout’s bottom.
We will execute Don’s Pre-wetting procedure completely on the utility.
Priming – five coats of Interlux 2000E Barrier Coat Primer Will be followed followed by applying multiple coats of red hard antifoul paint.
Priscilla, our 1940 seventeen-foot Chris-Craft Runabout has blasted through her True 5200 Bottom milestone!
After replacing nearly half of her rotted bottom framing and installing a new inner skin comprised of 4 mm Meranti mahogany marine plywood six-inch-wide planks laid at an approximately 45 degree angle with respect to the chines and keel, all of which was bedded in 3M5200, we fabricated and installed outer planking using three-eighths FAS-grade Meranti mahogany plywood, also bedded in 3M5200.
It was all sanded fair with countersinks and declivities filled using 3M Premium Marine Filler before being faired and sealed with CPES a final time.
Priming – five coats of Interlux 2000E Barrier Coat Primer – was followed by applying multiple coats of dark green Interlux Ultra-Coat hard antifoul paint.
We will now flip her upright, repair several dings and gouges and then hand block sand her using 250 and 600 grit. Finally, she will receive upwards of ten coats of Pettit Captain’s Ultra Clear varnish and buffed.
Once she is reassembled, she will be ready for her final milestone, returning home to Delaware, OH.
Priscilla, our 1940 17-foot Barrelback “lab rat” experiment is progressing rapidly now that we finally took delivery and milled the Meranti mahogany planking needed to complete her True 5200 bottom. As we shared in our last update, rather than install her inner skin using 6 mm plywood panels, we are reverting to what is a truly very old school alternative: replacing the inner skin using strips of planking laid at approximately 45 degrees to the keel.
In so doing, we will deliver a bottom, the inner skin of which precisely matches that installed in Algonac in 1940.
Once we dry-fitted each, approximately 5-3/4”-wide plank, everything was sealed with four coats of Smith’s CPES, after which we have applied three coats of Chris-Craft mahogany bilge paint to their inner surfaces. Next, we installed these planks bedded in mahogany 5200 using #6×1” Frearson-drive, flathead silicon bronze wood screws.
Happily, her bilge now presents exactly as it did when Priscilla left Algonac in 1940.
Planking the inner skin produces a tighter, more rigid skin that follows the bottom’s contours precisely. Any interior squeeze-out will be removed using nylon putty knives before it, too, receives three full coats of Chris-Craft mahogany bilge paint.
Post this experiment, SMB will make individually planking inner skins our standard for SMB True 5200 bottoms.
With the Meranti planking in-hand, and having milled it to land fair with the chines, and began dry fitting it to her bottom. Our first step involves measuring both bottom faces at their widest point between the keel and the chine.
Here, and as we’ve shared with you earlier, we once again confirmed that Chris-Craft’s rule-of-thumb was operating at Algonac when her hull was being laid out. She is 7/8” wider on port than she is on starboard at the widest point between her keel and chines. And, at the transom, she is a 1/2” wider on starboard than she is on port.
Joe will dry fit and fasten the outer planks temporarily, working from her keel to her chines. Once laid out completely, the planks will be released and sealed on all sides with four coats of Smith’s CPES. We will also apply one final “insurance” coat of CPES to her inner skin’s bottom.
The final assembly step involves bedding each outer plank in an at least one-eight-inch-thick bed of white 3M5200, before fastening them with #8×1-1/4” flathead silicon bronze wood screws. Finally, and that’s when she really begins looking good, we apply five coats of Interlux InterProtect 2000E Barrier Coat Epoxy Primer, with alternating gray and white coats, which helps expose any holidays. Per Interlux’s instructions, 2000E should be applied in thin coats.